


明超产品分类
常见问题
详解西湖台钻钻孔加工工艺
发布时间:2015-08-31 15:08:55
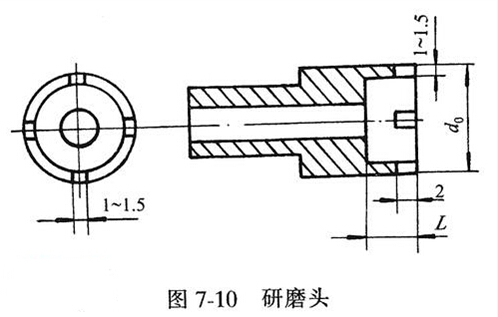
在平板玻璃上钻孔 利用研磨的原理,在平板玻璃上钻孔。将研磨剂涂敷在研磨头和玻璃表面,研磨头安装在钻床或电钻上,使研磨头旋转,在适当的压力下,研磨剂中的磨粒对玻璃起切削作用,从而在玻璃上研磨出一个和研磨头外圆一样大的圆孔。 研磨头如图7-10所示,材质为45钢,L大于玻璃2倍厚度,d0为玻璃孔径,并在端面开槽,以便使磨料进进磨削区。磨料为碳化硅,粒度为150#~180#,用煤油调成糊状,研磨时涂抹在研磨头和玻璃之间。
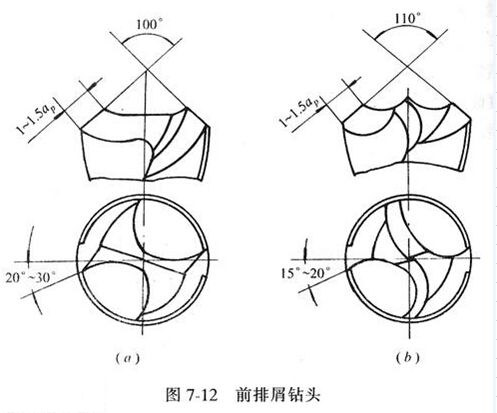
前排屑扩孔钻头 在普通钻床或车床上由普通麻花钻孔时,切屑总是沿着钻头的螺旋形容屑槽向后排出。这样,它对钻削过程产生以下不利影响:切屑向后排出,随着扩孔深度的增加,切屑不断增长,随钻头一起旋转甩出,危及操纵者的安全;切屑向后排,影响冷却液的进进,使切削温度增高,钻头的耐用度下降,同时切屑划伤已加工表面,使表面粗糙度增大。
为了解决扩孔中的排屑题目,刃磨了如图7-12所示的前排屑钻头,克服了上述的题目,获得了良好的效果。
采用前排屑扩孔钻,可以进步产品质量,进步钻头的使用寿命30%,降低表面粗糙度。刃磨时,要求外刃刃磨对称,否则形成单刃切削,引起孔径扩大。还要根据工件材料的不同,硬度高低选择不同的刃倾角。 精孔扩孔钻头 钻孔一般只作为粗加工工序,对孔的精度和孔的表面粗糙度要求不高。但在特殊的情况下,也可用钻头来加工精度较高、粗糙度较低的孔。为了钻出精度较高的孔,就必须采取措施,减少棱边与孔壁的摩擦、刮伤和避免切屑对孔壁的擦伤,避免切削过程中定心不稳和振动和切屑瘤的产生,改善切削层的变形,减小残留面积高度,留意钻头本身的精度和切削运动中的位置精度。
一般在钢料上要钻出精孔,应采用扩孔的方法。在外刃上磨出大于15°的正刃倾角,以控制切屑向待加工表面排出,并将外刃与棱边处修圆。在扩钢料孔时,切削速度为(2~8)m/min,进给量为(0.14~0.2)mm/r,单边加工余量为(0.5~0.8)mm,孔的表面粗糙度可达到Rα(3.2~1.6)μm,假如进一步避免刀瘤,进步钻头与工件的相对运动精度,仔细修磨棱边,孔壁表面粗糙度可达Ra(1.6~0.8)。
更多西湖台钻相关了解:http://www.mingchao168.com
前排屑扩孔钻头 在普通钻床或车床上由普通麻花钻孔时,切屑总是沿着钻头的螺旋形容屑槽向后排出。这样,它对钻削过程产生以下不利影响:切屑向后排出,随着扩孔深度的增加,切屑不断增长,随钻头一起旋转甩出,危及操纵者的安全;切屑向后排,影响冷却液的进进,使切削温度增高,钻头的耐用度下降,同时切屑划伤已加工表面,使表面粗糙度增大。
为了解决扩孔中的排屑题目,刃磨了如图7-12所示的前排屑钻头,克服了上述的题目,获得了良好的效果。
采用前排屑扩孔钻,可以进步产品质量,进步钻头的使用寿命30%,降低表面粗糙度。刃磨时,要求外刃刃磨对称,否则形成单刃切削,引起孔径扩大。还要根据工件材料的不同,硬度高低选择不同的刃倾角。 精孔扩孔钻头 钻孔一般只作为粗加工工序,对孔的精度和孔的表面粗糙度要求不高。但在特殊的情况下,也可用钻头来加工精度较高、粗糙度较低的孔。为了钻出精度较高的孔,就必须采取措施,减少棱边与孔壁的摩擦、刮伤和避免切屑对孔壁的擦伤,避免切削过程中定心不稳和振动和切屑瘤的产生,改善切削层的变形,减小残留面积高度,留意钻头本身的精度和切削运动中的位置精度。
一般在钢料上要钻出精孔,应采用扩孔的方法。在外刃上磨出大于15°的正刃倾角,以控制切屑向待加工表面排出,并将外刃与棱边处修圆。在扩钢料孔时,切削速度为(2~8)m/min,进给量为(0.14~0.2)mm/r,单边加工余量为(0.5~0.8)mm,孔的表面粗糙度可达到Rα(3.2~1.6)μm,假如进一步避免刀瘤,进步钻头与工件的相对运动精度,仔细修磨棱边,孔壁表面粗糙度可达Ra(1.6~0.8)。
更多西湖台钻相关了解:http://www.mingchao168.com